
PLC Tarama Döngüsü Nedir? PLC'ler Programları Nasıl Çalıştırır?
Her PLC, açıldığı andan itibaren aynı temel döngüyü çalıştırır: girişleri okur, mantığı yürütür, çıkışları yazar, tekrarlar. Tarama döngüsü olarak adlandırılan bu döngü, bir PLC'nin gerçek dünya olaylarına ne kadar duyarlı olduğunu belirler ve kontrol edilen herhangi bir süreç için performans sınırını belirler.
Tarama döngüsü mekaniğini anlamak, programcıların kodu optimize etmelerine, yanıt verme sorunlarını gidermelerine ve zorlu uygulamalar için doğru işlemciyi seçmelerine yardımcı olur. Bu kılavuz, tarama döngüsünün tam olarak nasıl çalıştığını ve onu etkileyen faktörleri açıklamaktadır.
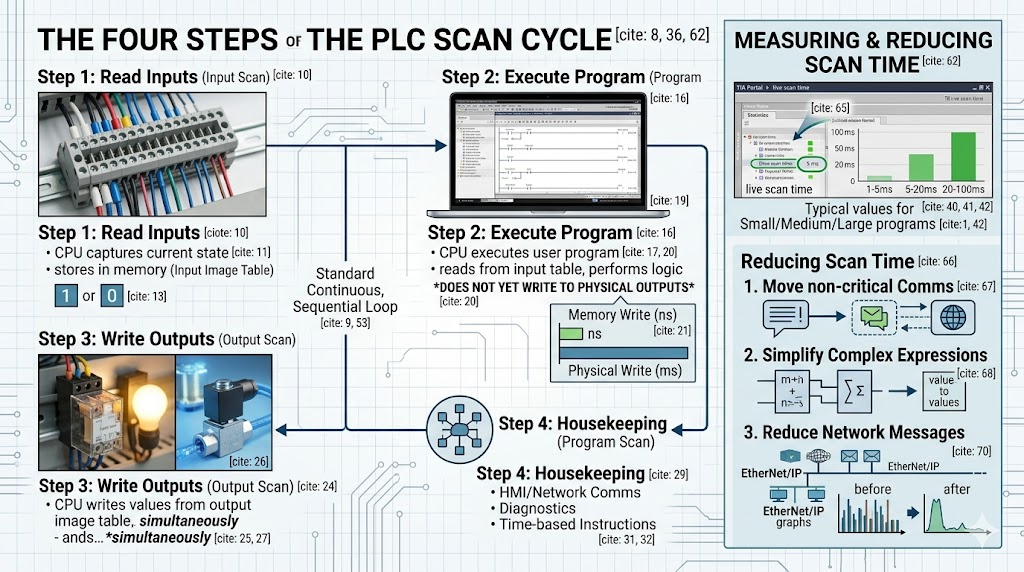
PLC işlemcisi programını sürekli, ardışık bir döngü içinde yürütür. Her tam yineleme dört farklı aşamadan oluşur.
CPU, tüm giriş modüllerinin mevcut durumunu yakalar ve bu değerleri giriş görüntü tablosu adı verilen özel bir bellek bölümünde saklar. Bu işlem her tarama döngüsünün başında gerçekleşir.
Dijital girişler için, CPU basit bir 1 (AÇIK) veya 0 (KAPALI) değeri okur. Analog girişler için, CPU gerçek dünya sinyalini (4-20mA, 0-10V veya sıcaklık sensörü verileri) dijital bir değere dönüştürür ve belleğe kaydeder.
Bu aşama hızlıdır; giriş modüllerinin sayısına ve yapılandırmasına bağlı olarak, tüm giriş taraması genellikle 1 ila 10 milisaniye sürer.
Bellekteki yeni giriş verileriyle, CPU kullanıcı programını birer birer talimatlar halinde yürütür. Her talimat, mevcut giriş görüntü tablosu değerlerine göre değerlendirilir ve sonuçlar çıkış görüntü tablosuna yazılır.
Merdiven mantığı, fonksiyon blokları veya yapılandırılmış metin komutları burada çalışır. CPU, giriş görüntü tablosundan okur, mantık veya aritmetik işlemler gerçekleştirir ve sonuçları çıkış görüntü tablosuna kaydeder; ancak en önemlisi, henüz fiziksel çıkış modüllerine yazmaz.
Belleğe yazma işlemi, fiziksel G/Ç modülleriyle iletişim kurmaktan kat kat daha hızlıdır. Fiziksel çıktı yazma işlemlerinin tarama tamamlanana kadar ertelenmesi, tüm çıktıların eş zamanlı olarak değişmesini sağlayarak kararsız ara durumların önüne geçer.
Program tarama işlemi genellikle en uzun aşamadır. Tarama süresi, programın boyutu, karmaşıklığı ve komut sayısı ile doğru orantılıdır.
Program taraması tamamlandıktan sonra, CPU çıktı görüntü tablosundaki değerleri eş zamanlı olarak fiziksel çıktı modüllerine yazar. Dijital çıkışlar açılır veya kapanır. Analog çıkışlar hesapladıkları değerleri işleme uygular.
Bu koordineli yazma işlemi, çıktıların mantıksal değerlendirmenin tutarlı bir anlık görüntüsünü yansıtmasını sağlar; program taraması sırasında çıktı değişiklikleri olmaz. Çıktı taraması, çıktı modülü sayısına bağlı olarak genellikle 1 ila 5 milisaniye sürer.
Son aşama, işlemcinin döngüler arasında yapması gereken diğer her şeyi kapsar:
· HMI panelleri ve diğer ağ cihazlarıyla iletişim kurma
· Zaman tabanlı talimatların işlenmesi (zamanlayıcılar, gerçek zamanlı saat)
· Teşhis ve arıza kayıtlarının güncellenmesi
· Diğer PLC'lerden veya SCADA sistemlerinden gelen iletişim isteklerinin işlenmesi.
Sistem bakım süresi, iletişim yüküne bağlı olarak değişir. Çok sayıda HMI bağlantısı ve kapsamlı ağ mesajlaşması olan bir PLC, burada önemli miktarda zaman harcayabilir.
Tarama süresi, bir tam döngü için dört aşamanın toplam süresidir. Milisaniye cinsinden ölçülen bu süre, bir PLC'nin giriş değişikliklerine ne kadar hızlı yanıt verebileceğini doğrudan belirler.
Tipik değerler:
· Küçük program (100-500 komut): 1-5 ms
· Orta boy program (1.000-5.000 komut): 5-20 ms
· Büyük program (10.000'den fazla komut): 20-100 ms
Tarama süresi ile makine hızı arasındaki ilişki önemlidir. Dakikada 100 paket üreten bir paketleme makinesinin her döngüsü 600 milisaniyedir. PLC tarama süresi 50 ms sürerse, makinenin hala 550 ms kullanılabilir yanıt süresi vardır; ancak tarama süresi 500 ms'ye ulaşırsa, makine yanıt vermez hale gelir.
Yüksek hızlı paketleme, şişeleme veya hareket kontrolü uygulamaları için genellikle 2 ms'nin altında tarama süreleri gereklidir.
Sıkça sorulan bir soru: CPU neden doğrudan çıktılara değil de bellek tablosuna yazıyor?
Görüntü tablosu yaklaşımı üç sorunu çözüyor. Birincisi, atomik çıktı güncellemelerini sağlıyor; belirli bir taramada her çıktı aynı mantıksal değerlendirmeyi yansıtıyor. İkincisi, program talimatlarının bir geri bildirim döngüsü oluşturmadan kendi çıktı durumlarını okumasına olanak tanıyor. Üçüncüsü, yazma işlemlerini gruplandırarak G/Ç iletişim yükünü önemli ölçüde azaltıyor.
Görüntü tabloları olmadan, tek bir merdiven mantığı taraması, yürütme sırasında farklı noktalarda düzinelerce ayrı çıktı yazımını tetikleyebilir ve bu da makinenin kararsız çalışmasına neden olabilir.
Standart tarama döngüsü yürütmesi, koşulların değişip değişmediğine bakılmaksızın her taramada her talimatı değerlendirir. Çoğu uygulama için bu kabul edilebilir, ancak pasif mantığı değerlendirmek için CPU zamanını boşa harcar.
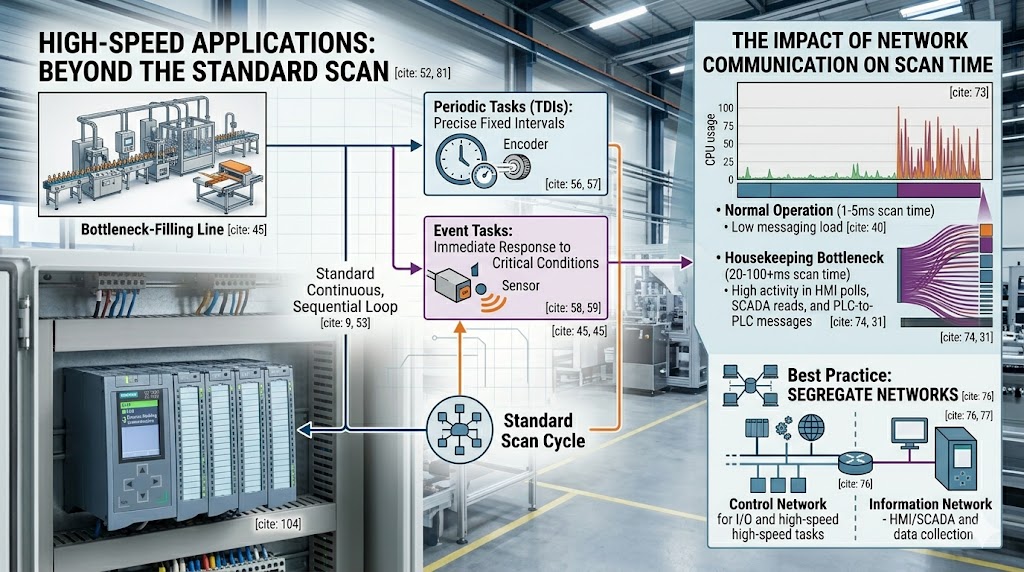
Modern PLC'lerin çoğu, ana taramayı kesintiye uğratmadan zaman açısından kritik olayları ele almak için kesme tabanlı veya periyodik görev yürütmeyi destekler.
Zamanla azaltılan kesintiler (TDI'ler): Ana taramadan bağımsız olarak, belirli bir rutini hassas bir aralıkta yürütür. Yüksek hızlı sayma, enkoder işleme veya sabit aralıklarla PID kontrolü için kullanılır.
Olay tetiklemeli kesintiler: Belirli bir koşul oluştuğunda (giriş kenarı geçişi, iletişim olayı veya arıza durumu) yürütülür. Kritik güvenlik yanıtları, ana tarama konumundan bağımsız olarak yanıt süresini garanti altına almak için genellikle kesintileri kullanır.
Siemens S7-1500 için, zaman açısından kritik mantık, yapılandırılabilir önceliklere sahip döngüsel kesme organizasyon bloklarında (OB'ler) çalıştırılabilir. Allen Bradley ControlLogix, yapılandırılabilir hızlara sahip periyodik ve olay tabanlı görevler kullanır.
Tarama süresinin ölçülmesi: Çoğu programlama ortamı canlı tarama süresini gösterir. Studio 5000'de, Denetleyici Özellikleri > Genel sekmesi yürütme istatistiklerini gösterir. TIA Portal'da ise Çevrimiçi > Tanılama menüsü tarama süresi verilerini sağlar.
Tarama süresini azaltmak:
· İletişim talimatlarını (MSG fonksiyonları) ana program taramasından periyodik görevlere taşıyın.
· Karmaşık ifadeleri basitleştirin; mümkün olduğunca iç içe geçmiş aritmetik işlemleri önceden hesaplanmış değerlerle değiştirin.
· Mümkün olduğunda kopyalanmış etiketler yerine doğrudan referanslar kullanın.
· EtherNet/IP veya PROFINET ağlarındaki mesaj sayısını azaltın.
· Optimizasyona rağmen tarama süresi uygulama gereksinimlerini aşıyorsa, daha hızlı bir işlemci kullanmayı düşünün.
Ağ iletişimi, beklenmedik tarama süresi artışlarının en yaygın nedenidir. Her HMI sorgulaması, her SCADA okuması ve her PLC'den PLC'ye mesaj, bakım aşamasında CPU zamanı tüketir.
Bir PLC'nin birçok cihazla iletişim kurması gerektiğinde, iletişim yükü CPU'nun kaldırabileceğinden daha hızlı artabilir; bu da tarama sürelerinin kademeli olarak artmasına ve bir eşik aşılana kadar devam etmesine, ardından makine performansının bozulmasına neden olur.
En iyi uygulama: Zaman açısından kritik kontrol ve ağ iletişimini ayrı ağ segmentlerine veya CPU'lara ayırın. Bir CPU'yu makine kontrolü için, diğerini veri toplama ve raporlama için kullanın.
PLC tarama döngüsü, her endüstriyel kontrol sisteminin kalbidir. Girişleri okuma, programı yürütme, çıktıları yazma ve bakım işlemleri olmak üzere dört aşamasını anlamak, programcılara verimli kod yazma ve yanıt verme sorunlarını giderme konusunda temel oluşturur.
Tarama süresi sadece bir teknik özellik numarası değildir. Makinenizin gerçek zamanlı karakterini tanımlar. Çoğu uygulama için, 10-20 ms'lik bir tarama süresi operatörler için görünmezdir. Yüksek hızlı ekipmanlar için, 1 ms veya daha azı, kabul edilebilir performansı felaketle sonuçlanabilecek arızadan ayırır.
Proses gereksinimlerinizi bilin. Tarama süresini yalnızca devreye alma sırasında değil, çalışma esnasında da ölçün ve kontrol mimarinizi makinenin tüm kullanım ömrü boyunca bu performansı koruyacak şekilde tasarlayın.
S: Daha hızlı bir işlemci her zaman daha hızlı tarama süresi anlamına mı gelir?
A: Her zaman değil. Tarama süresi program karmaşıklığına, ağ iletişim yüküne ve G/Ç yapılandırmasına bağlıdır. Daha hızlı bir işlemci yardımcı olur, ancak gereksiz komutları ortadan kaldırmak ve iletişimi optimize etmek çoğu uygulamada daha büyük kazanımlar sağlar.
S: Program taraması sırasında bir girişin durumu değişirse ne olur?
A: CPU, bir sonraki tarama başlayana kadar bunu görmez. Bir giriş, yürütme sırasında değişir ve bir sonraki giriş taramasından önce eski haline dönerse, PLC olayı asla algılayamayabilir. Tarama süresinden daha hızlı olan olaylar için, kesme tabanlı giriş işlemeyi kullanın.
S: Çevrimiçi düzenleme tarama süresini nasıl etkiler?
A: PLC çalışırken programda değişiklikler yaptığınızda (çevrimiçi düzenleme), CPU yeni kodu senkronize etmek için taramayı kısa süreliğine durdurabilir veya ek işlem gerçekleştirebilir. Önemli çevrimiçi değişiklikler, tarama süresinde normal değerlerin 2-5 katına kadar geçici artışlara neden olabilir.
S: Su arıtma gibi yavaş işlemler için tarama süresi konusunda endişelenmeli miyim?
A: Saniyeler veya dakikalar içinde değişen süreçler için 100 ms'lik tarama süreleri önemsizdir. Bununla birlikte, güvenlik ile ilgili girdiler ve alarmlar, süreç hızından bağımsız olarak her zaman minimum gecikmeyle işlenmelidir. Normal taramadan daha hızlı yanıt gerektiren herhangi bir girdi için kesintiler kullanın.
S: Tarama süresi çalışma sırasında değişebilir mi?
A: Evet. Tarama süresi, program karmaşıklığı ve iletişim yüküyle orantılıdır. Hiçbir işlem yapılmadan boşta duran bir makine, aynı makinenin tam üretim hızında, aktif HMI etkileşimi ve reçete değişiklikleriyle çalışmasına kıyasla daha hızlı tarama yapabilir.
· [Siemens PLC'leri](https://www.tztechio.com/siemens) — S7-1500, S7-1200
· [Allen Bradley PLC'leri](https://www.tztechio.com/allen-bradley) — ControlLogix, CompactLogix
· [Mitsubishi PLC'leri](https://www.tztechio.com/mitsubishi) — MELSEC iQ-R

Lütfen okumaya devam edin, gelişmelerden haberdar olun, abone olun ve düşüncelerinizi bize bildirmenizi bekliyoruz.



Ayrıca, izninizle, ziyaretinizi slOC ile daha kişisel bir etkileşim haline getirmek için çerezler yerleştirmek istiyoruz. Bunun için analitik ve reklam çerezleri kullanıyoruz. Bu çerezler sayesinde biz ve üçüncü taraflar, super-instrument.com içindeki ve dışındaki internet davranışınızı takip edebilir ve toplayabiliriz. Bununla biz ve üçüncü taraflar super-instrument.com'u ve reklamları ilginize göre uyarlıyoruz. Kabul Et'i tıklatarak bunu kabul etmiş olursunuz. Reddederseniz yalnızca gerekli çerezleri kullanırız ve ne yazık ki herhangi bir kişiselleştirilmiş içerik almayacaksınız. Daha fazla bilgi edinmek veya gelecekte onayınızı değiştirmek için lütfen Çerez politikamızı ziyaret edin.
Accept and continue Decline cookies












