Üretim Kesintisi Olmadan Eski Bir PLC'yi Modern Bir Sisteme Nasıl Geçirebilirsiniz?
Jun 09, 2026
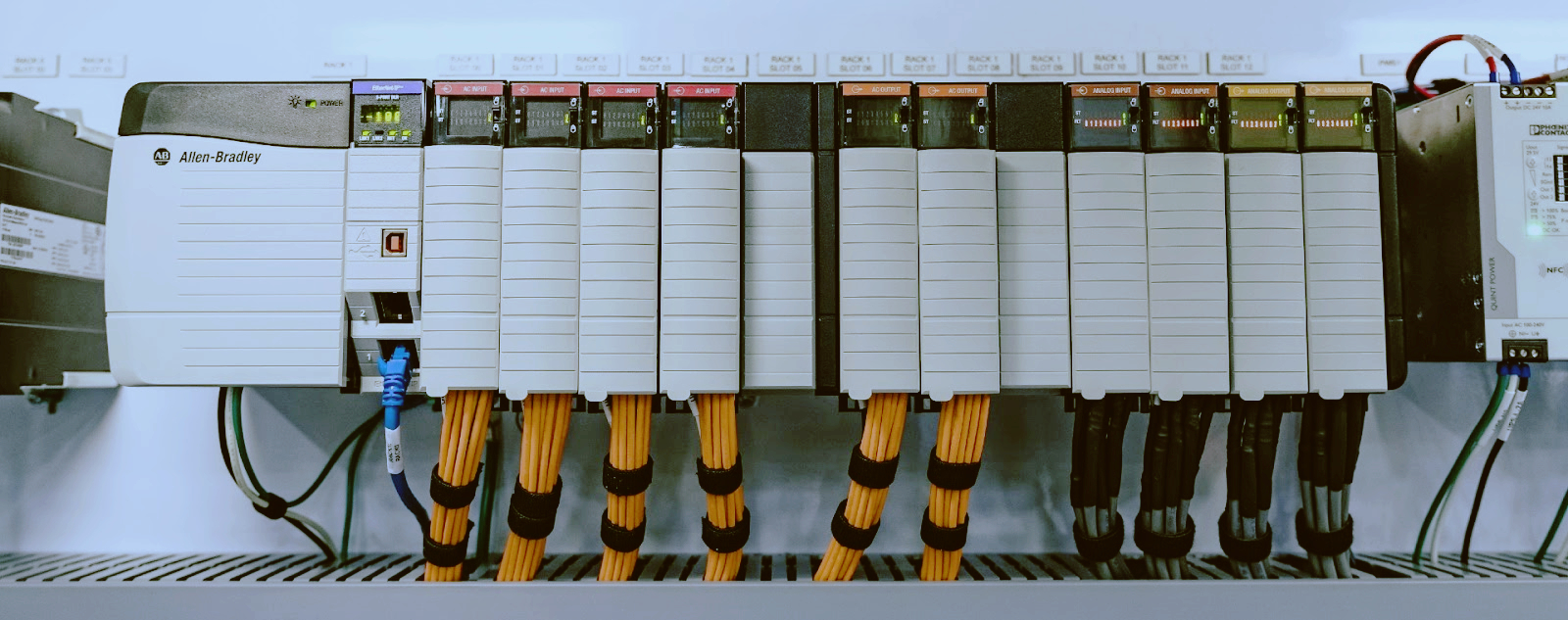
KancaTelefon geldi. 3 numaralı bölmedeki PLC-5 işlemcisi aralıklı olarak arıza vermeye başladı ve 2019'da stokladığınız yedek parçalar tükendi. Rockwell, 1771 I/O serisini 2018'de üretimden kaldırdı. Bu hattı programlayan teknisyen üç yıl önce emekli oldu ve dokümanlar her sayfasında kahve lekeleri olan bir klasörde duruyor. Yönetim, hattın Pazartesiye kadar çalışır durumda olmasını istiyor.Bu senaryo, Amerika, Avrupa ve Orta Doğu'daki fabrikalarda her hafta yaşanıyor. Eski PLC'lerin (PLC-5, SLC-500, S7-300, Modicon 984) kurulu sayısı milyonları buluyor. Bu sistemler hala kritik süreçleri yürütüyor. Ayrıca zamanla yarışıyorlar. Üretimi durdurmadan bunlardan birini taşımak, çoğu otomasyon mühendisinin karşılaşacağı en yüksek riskli projedir.Bu kılavuz, denetimden devreye almaya kadar tüm geçiş sürecini, hattınızın sorunsuz çalışmasını sağlayacak özel adımlarla birlikte ayrıntılı olarak açıklamaktadır.Temel Bilgiler Göç Etmenin Sebebi Ne?Sistem çalışıyorsa neden dokunulsun ki? Üç nedeni var ve ne kadar beklerseniz o kadar kötüleşiyorlar:Öncelikle, parça bulunabilirliği. Rockwell PLC-5 platformunun üretimini durdurduğunda, ikinci el piyasası talebi karşıladı; ancak 2026 yılına gelindiğinde, test edilmiş ve çalışır durumda olan 1785-L80E işlemcilerin fiyatı eBay'de 8.000 ila 14.000 ABD doları arasında değişiyordu. Bu, yepyeni bir CompactLogix kontrol cihazından daha pahalı. Siemens S7-300 CPU'ları (315-2DP, 317-2DP) hala tztechio.com/siemens adresinde aktif olarak işlem görüyor, ancak arz azaldıkça fiyatlar her çeyrekte artıyor.İkinci olarak, siber güvenlik sorumluluğu. Eski PLC'ler modern ağ güvenliğinden önce üretilmiştir. TLS yok, rol tabanlı erişim kontrolü yok, güvenli bellenim güncellemeleri yok. Belgelenmemiş bir Ethernet köprüsü üzerinden tesis ağına bağlı bir PLC-5, olası bir kriz noktasıdır. AB'deki NIS2 ve Suudi Arabistan ile BAE'de ortaya çıkan benzer çerçeveler kapsamında, tesisler eski donanımların karşılayamayacağı uyumluluk süreleriyle karşı karşıyadır.Üçüncüsü, entegrasyon sürtüşmesi. ERP sisteminiz üretim sayımlarını istiyor. MES sisteminiz çevrim sürelerini istiyor. CMMS sisteminiz çalışma saatlerini istiyor. Bu veri noktalarını PLC-5'ten almak, Modbus dönüştürücüler, OPC sarmalayıcılar ve saatlik ücretlendirme yapan bir sistem entegratörüne destek çağrısı anlamına geliyor. Modern bir kontrolör bu verileri MQTT veya OPC UA aracılığıyla yerel olarak sunar.Üç Göç StratejisiSök ve yeniden kur — Tesisi kapatın, panelleri sökün, her şeyi yenisiyle değiştirin. En hızlı mühendislik zaman çizelgesi. Üretim kaybı açısından en pahalı yöntem. Sadece, işi karşılayacak kadar uzun bir planlı tesis kapanışınız varsa uygulanabilir.Sıcak geçiş — Eski ve yeni sistemleri paralel olarak çalıştırın. Saha cihazlarını her iki sistemin de erişebileceği terminal bloklarına bağlayın. Yeni PLC'nin mantığını eski sistemin davranışına göre doğrulayın, ardından birer birer giriş/çıkış noktalarını değiştirin. Sıfır kesinti süresi. Yüksek mühendislik çabası. Bu yaklaşım, sürekli süreçler için geçerlidir: kimya tesisleri, su arıtma, çelik fabrikaları, durdurulamayan her şey.Aşamalı geçiş — Prosesin bir bölümünü bir seferde dönüştürmek. Altı makineden oluşan bir paketleme hattı, makine makine geçiş yapar. Bir atıksu arıtma tesisi önce birincil arıtmayı, sonra ikincil arıtmayı dönüştürür. Söküp yeniden yapmaya göre daha düşük risk, sıcak geçişe göre daha düşük mühendislik maliyeti. Prosesin doğal alt bölümleri olduğunda iyi sonuç verir.Seçiminizi iki faktöre göre yapın: bir saatlik arıza süresinin maliyeti ve işleminizin ekipmana veya ürüne zarar vermeden fiziksel olarak durdurulup durdurulamayacağı.Gerçek Dünya Adım 1 — Herhangi Bir Şey Sipariş Etmeden Önce Her Şeyi Kontrol EdinPLC geçişinde yapılan en pahalı hata, orijinal çizimlere dayanarak donanım siparişi vermektir. Bu çizimler devreye alma gününde yanlış çıktı ve durum zamanla daha da kötüleşti.Paneli fiziksel olarak inceleyin. Her kartın fotoğrafını çekin. Parça numaralarını ve bellenim sürümlerini kaydedin. Boş yuvaları sayın. Alan terminalinden G/Ç modülü terminaline kadar her kabloyu haritalandırın. Bu zahmetli bir iştir ve pazarlık konusu değildir. Kimsenin hatırlamadığı, yedek bir kanala bağlı, belgelenmemiş tek bir 4-20 mA'lik döngü, geçiş hafta sonunuzu mahvedebilir.Tipik bir PLC-5 rafı ve 10 I/O kartı için fiziksel denetim için 8-12 saat ayırın. Kağıt yerine elektronik tablo içeren bir tablet kullanın. Her satıra fotoğraf ekleyin. "TB3 terminal 14 - 24V sinyali gibi görünüyor, kablo etiketi PSH-207 diyor, P&ID çiziminde P-104 izi" gibi notlar, altı hafta sonra devreye alma sırasında altın değerinde olacaktır.Adım 2 — Sadece Etiketleri Değil, Mantığı da HaritalandırınGiriş/çıkış listesi kolay kısım. Mantıksal çeviri, projelerin raydan çıktığı yerdir.PLC-5 programları sekizli adresleme ve sabit veri tabloları kullanır. S7-300 programları ise veri bloklarıyla mutlak adresleme kullanır. Bunların hiçbiri modern etiket tabanlı bir sisteme düzgün bir şekilde eşlenmez. XIC I:012/03 BST XIO B3:0/5 NXB XIC N7:10/0 BND OTE O:015/07 şeklinde okunan bir satırın, bir bakım elektrikçisinin gece 3'te bile anlayabileceği bir şeye dönüştürülmesi gerekir.Haritalama süreci:· Eski işlemciden programın tamamını orijinal programlama yazılımını (RSLogix 5, SIMATIC STEP 7, Modsoft) kullanarak çıkarın. Bu yazılımların çoğu için Windows XP sanal makinesine ihtiyacınız var.· Programı PDF olarak yazdırın. Evet, kağıda — veya en azından aranabilir bir PDF olarak. Yüzlerce kez başvuracaksınız.· Tüm veri tablolarını ve amaçlarını belirleyin. N7:0 ile N7:50 arasındaki değerler nelerdir? Hangileri alarm bitleridir? Hangileri reçete parametreleridir? Hangileri ara hesaplamalardır?· Çapraz referans tablosu oluşturun: eski adres → yeni etiket adı → yeni veri türü → gerekli dönüşümler. Bakım ekibinizin kolayca kullanabileceği etiket adlandırma kuralları planlayın.· Mantıksal kodu adım adım çevirin. Otomatik çeviri araçları mevcut (Rockwell'in Migration Toolkit'i, Siemens'in TIA Portal geçiş sihirbazı), ancak toplam program bütçesinin en az %40'ını manuel doğrulama ve temizleme için ayırın.3. Adım — G/Ç Arayüzü StratejisiYeni sisteme saha kablolamasını bağlamak için iki seçeneğiniz var:Her şeyi değiştirin — Eski şasiyi ve giriş/çıkış kartlarını çıkarın, yeni sistemi kurun, tüm saha kablolarını yeni terminal bloklarına bağlayın. En temiz uzun vadeli çözüm. Her kablonun etiketlenmesi, bağlantısının kesilmesi ve doğru şekilde yeniden bağlanması gerekir. İki kişilik bir ekip için giriş/çıkış kartı başına 2-4 saat ayırın.Dönüştürme donanımı kullanın — Üçüncü taraf adaptörler, modern bir kontrol cihazını eski I/O raflarına takmanıza olanak tanır. Örneğin, ProSoft Technology, CompactLogix'in mevcut 1771 I/O'yu kontrol etmesine olanak tanıyan EtherNet/IP-to-RIO adaptörleri üretmektedir. Bu, haftalarca sürecek yeniden kablolama işleminden tasarruf sağlar. Dezavantajı ise: 30 yıllık I/O kartlarını kullanmaya devam ediyorsunuz ve biri arızalandığında, ikinci el piyasasında arama yapmanız gerekiyor.Çoğu proje için giriş/çıkış (I/O) birimlerini değiştirin. Yeniden kablolamanın sıcak iş izinleri, gaz izleme ve zaten bir kapatma gerektirdiği patlamaya dayanıklı alanlarda yüzlerce I/O noktanız olduğunda, donanım dönüştürme yaklaşımı mantıklıdır. Ancak saha kablolamasına erişilebiliyorsa, zorluğa katlanın ve değiştirin.4. Adım — HMI: Yeniden Yazılmalı mı, Korunmalı mı?Eski HMI sistemleri (PanelView Standard, OP7/OP17, eski Wonderware kurulumları) geçişten nadiren sağlam bir şekilde kurtulur. Yeni kontrol cihazı için iletişim sürücüleri mevcut değildir.HMI ekranları basitse (alarm özeti, trend, başlat/durdur düğmeleri), bunları yeni platformun yerel HMI ortamında yeniden yazmak 40-80 saatlik mühendislik çalışması gerektirir. Bu genellikle doğru karardır.Eğer HMI karmaşık ise (özel arayüzler, kapsamlı betikleme, ilaç/FDA uygulamaları için düzenleyici onaylı ekranlar), HMI'yı koruyup eski ile yeni arasında köprü kurmak için bir protokol ağ geçidi kullanmayı düşünün. Kepware veya Ignition, yeni kontrol cihazının yerel protokolü ile eski HMI'nın beklediği protokol arasında çeviri yapabilir.Bölgesel HususlarKuzey Amerika'da, eski sistemlerin çoğu Allen-Bradley'dir. RSLogix 5'i bilen emekli teknisyenlerin bulunabilirliği dünyanın başka hiçbir yerinde olmadığı kadar fazladır, ancak buna göre ücret talep ederler. Houston, Calgary veya Detroit'teyseniz, bu uzmanlıktan yararlanabilirsiniz. Dammam veya Dubai'deyseniz, uzaktan destek için hazırlıklı olun.Avrupa ve Orta Doğu'da, Siemens S5 ve S7-300/400, eski sistemler arasında en yaygın olanıdır. S5'in üretimi 2006'da durdurulmuş olsa da, kimya tesislerinde ve enerji santrallerinde hala kullanılmaktadır. S5'ten S7-1500 veya TIA Portal'a geçiş, 15 yıldır üretilmeyen orijinal STEP 5 yazılımı ve PG programlama kablolarını gerektirir. Başlamadan önce bu kabloları stoklayın.Derinlemesine İnceleme Paralel Doğrulama YöntemiBu teknik, başarılı geçişleri, yanlış nedenlerle *Control Engineering* dergisinde vaka çalışması olarak yayınlanan geçişlerden ayıran tekniktir.Hem eski hem de yeni PLC'leri ara terminal blokları aracılığıyla saha giriş/çıkışlarına bağlayın. Her iki sistem de girişleri eş zamanlı olarak okur. Her iki sistem de kendi mantıksal işlemlerini yürütür. Ancak çıkışları yalnızca eski sistem kontrol eder.Şimdi işlemi çalıştırın. Her taramada her iki sistemin iç durumunu karşılaştırın. Hesaplanan değerler aynı mı? Eski sistemde analog giriş 4,17 mA, yeni sistemde ise 4,16 mA okuyorsa, farkı not edin ancak paniklemeyin; analog giriş modüllerinde hafif kalibrasyon farklılıkları olabilir. Eski sistem bir pompanın çalıştığını, yeni sistem ise durduğunu söylüyorsa, geçiş yapmadan önce tutarsızlığı bulun.Bir protokol analizörü kiralayın veya satın alın (çoğu protokol için uygun ayrıştırıcıya sahip Wireshark işe yarar) ve tam bir üretim döngüsü boyunca her iki ağı da yakalayın. Yeni sistemin *yazmış olacağı* çıktıları, eski sistemin *gerçekte yazdığı* çıktılarla karşılaştıran bir komut dosyası oluşturun. Herhangi bir uyuşmazlık, çevirinizdeki bir hata veya orijinal programın korumanız gereken belgelenmemiş bir özelliğidir.Sürekli bir süreç için bu doğrulama aşamasının 1-2 hafta paralel çalışma süresi almasını bekleyin. Nadir görülen uç durumları arıyorsunuz; örneğin, yalnızca belirli bir arıza durumunda tetiklenen alarm kademesi veya yalnızca iki vana aynı anda belirli konumlarda olduğunda etkinleşen kilitleme mekanizması gibi.Geçiş AnıParalel doğrulama olsa bile, geçiş anı risk taşır. Standart uygulama: Geçişi bakım penceresinin başlangıcına planlayın, sonuna değil. Bir sorun çıkarsa, eski sisteme geri dönebilir ve bir sonraki pencerede tekrar deneyebilirsiniz.Geçiş sırası:1. Her iki sistemin de sağlıklı ve senkronize olduğunu doğrulayın.2. Kritik olmayan çıkışlardan birini (durum ışığı, uyarı lambası gibi) yeni sisteme geçirin.3. Doğru davranışı 5 dakika boyunca doğrulayın.4. Kritik ancak yedekli çıkışlardan birini değiştirin (Pompa A, bu sırada Pompa B yükü karşılar).5. Doğru davranışı 15 dakika boyunca doğrulayın.6. Kalan tüm çıkışları değiştirin7. Başarılı ilan etmeden önce bir tam üretim döngüsü boyunca izleme yapın.Geçiş işleminden sonra en az bir hafta boyunca eski sistemi çalışır durumda ve kablolanmış halde tutun. Salı günü sabah 2'de üretimde bir sorun yaşanırsa, 30 saniye içinde geri dönebilme özelliği, panel alanından tasarruf etmeye değer.Dokümantasyon: Herkesin Atladığı KısımTaşıma işlemi başarılı olduktan sonra şunları belgeleyin:· Kablo numaraları ve terminal tanımlamalarıyla birlikte yeni giriş/çıkış listesi.· Açıklamaları içeren etiket veritabanı· Program yapısı (görevler, programlar, rutinler ve her birinin ne yaptığı)· Ağ mimarisi diyagramı· Eski adreslerden yeni etiketlere çapraz referans· Devreye alma test sonuçları· Gece 3'teki bakım çağrısı için yazılmış bir sorun giderme kılavuzu.Bu sistem üzerinde çalışacak bir sonraki mühendis siz olmayacaksınız. FC42'nin kademeli kontrol döngüsünü programdaki diğer tüm PID bloklarından neden farklı şekilde ele aldığını hatırlamayacaklar. O:015/07 çıkışının PumpBay3_Start olarak yeniden adlandırıldığını ve alarm etiketinin neden Alarm_Bay3_PSH207_HiHi olduğunu bilmeyecekler. Onlara, işe başladığınızda sahip olmayı dilediğiniz belgeleri verin.Fiyatlandırma ve Stok Durumu· Mühendislik maliyeti: Mantık karmaşıklığına ve HMI kapsamına bağlı olarak, orta ölçekli bir geçiş (200-500 I/O noktası) için 25.000-80.000 ABD doları.· Donanım maliyeti: Platforma göre değişir. CompactLogix tabanlı geçiş (kontrol ünitesi + kasa + G/Ç): 8.000–20.000 ABD doları. S7-1500 tabanlı geçiş: 6.000–18.000 ABD doları. Beckhoff tabanlı geçiş: 4.000–12.000 ABD doları.· İkinci el piyasasında bulunan eski nesil parçalar: PLC-5 işlemciler 8.000–14.000$; 1771 I/O modülleri 400–2.000$; S7-300 CPU'lar 1.200–4.500$. Stoklar tükenene kadar tztechio.com/plc adresinde mevcuttur.· Teslim süresi: Çoğu modern PLC donanımı 2026 yılında 2-6 hafta içinde gönderilecektir. Kısıtlama genellikle donanım bulunabilirliğinden ziyade mühendislik çalışma saatlerinden kaynaklanmaktadır.SSSTipik bir PLC geçişi ne kadar sürer?Denetimden nihai teslimata kadar, 200-500 giriş/çıkış noktasına sahip bir sistem için 8-16 hafta sürer. Fiziksel geçişin kendisi, iyi planlandığı takdirde 4-12 saat sürer. Zamanın büyük kısmı mühendislik çalışmalarına ayrılır: program çevirisi, HMI yeniden yazımı ve test etme.Başka bir markaya geçebilir miyim?Evet, ancak mühendislik çabası yaklaşık iki katına çıkıyor. Markadan markaya geçiş (PLC-5'ten Siemens S7-1500'e veya S7-300'den CompactLogix'e) mevcut HMI ekranlarının yeniden kullanılamaması, farklı giriş/çıkış kablolama kuralları ve farklı programlama paradigmaları anlamına geliyor. Tesisinizi tek bir marka üzerinde standartlaştırıyorsanız buna değer, ancak bütçenizi buna göre ayarlayın.Orijinal programı bulamazsam ne olacak?Program dizüstü bilgisayardan kaybolmuş ancak işlemcide çalışmaya devam ediyorsa, çoğu eski PLC yüklemeye izin verir. Yüklenen programda yorumlar veya etiket adları bulunmaz; hiçbir dokümantasyon olmadan ham adresler elde edersiniz. Bu, ağır bir tersine mühendislik aşaması ekler. Bir teknisyenin saha kablolamasını izleyerek ve P&ID'lerle karşılaştırarak her bir basamağın ne işe yaradığını anlaması için 3-6 hafta daha ayırmanız gerekir.Kontrol panelini güncellemem gerekiyor mu?En azından yeni PLC şasisini ve terminal bloklarını monte etmeniz gerekiyor. Panel temizse, yeterli alan varsa ve güç kaynağı yeni donanımın yükünü kaldırabiliyorsa, muhafazayı koruyabilirsiniz. Panel 30 yıllık ise, kablo izolasyonu bozulmuşsa ve önceki kiracı tarafından belgelenmemiş değişiklikler yapılmışsa, değiştirin. Yeni bir paslanmaz çelik muhafaza 1.500-4.000 dolar tutar ve gelecekteki bir arıza noktasını ortadan kaldırır.Peki ya güvenlik sistemleri?Eski sisteminiz güvenlik fonksiyonlarını (acil durdurma, ışık perdeleri, gaz algılama) yönetiyorsa, geçişin mevcut güvenlik bütünlük seviyesi (SIL) gereksinimlerine göre gözden geçirilmesi gerekir. 1990'lar standartlarına göre güvenlik mantığı çalıştıran bir PLC-5, günümüzde IEC 61511 gereksinimlerini neredeyse kesinlikle karşılamaz. Geçişin bir parçası olarak özel bir güvenlik PLC'si (GuardLogix, Siemens F-CPU, Pilz PSS serisi) için bütçe ayırın. Stokta bulunan güvenlik dereceli PLC'ler için tztechio.com/industrial-automation adresini ziyaret edin.Göçmenler için hibe veya teşvik programı var mı?Bazı bölgeler, otomasyon iyileştirmelerini kapsayan enerji verimliliği hibeleri sunmaktadır. AB'de, Horizon Europe programı endüstriyel dijitalleşme projelerini finanse etmektedir. Suudi Arabistan'da, Ulusal Sanayi Geliştirme ve Lojistik Programı (NIDLP) fabrika modernizasyonunu desteklemektedir. Yerel sanayi geliştirme otoritenizi kontrol edin — hibe başvurusu emek gerektirir, ancak %20-40 oranında maliyet karşılaması yatırım getirisini (ROI) önemli ölçüde artırır.-----------------------------------------------------------------------------------------------------------------TZ Tech, endüstriyel otomasyon ve elektrik parçalarının yanı sıra bazı enstrümantasyon ve telekomünikasyon parçaları konusunda profesyonel bir tedarikçidir. Çoğunlukla distribütörlerin hazır stoklarını rekabetçi fiyatlarla ve kısa teslim süreleriyle satıyoruz. Geniş envanterimiz sayesinde, üretimi durdurulmuş parçaları bile temin edebiliyoruz. Endişelerinizi anlıyoruz, bu nedenle kaliteyi garanti edeceğiz. İhtiyaç duyduğunuz parçaları titizlikle inceliyoruz, bu nedenle aldığınız ürünlerde herhangi bir kalite sorunu konusunda endişelenmenize gerek yok. Üretimi uzun zaman önce durdurulmuş özel parçalar için, ürünlerin gerçek durumu hakkında sizi içtenlikle bilgilendireceğiz. Tüm sıfır parçalar için 1 yıl garanti veriyoruz. İlgili parçalara ihtiyacınız olursa lütfen bize ulaşın. Ekibimiz 6 saat içinde (hafta sonları hariç) hızlı yanıt verecektir.